硬化処理
- 参考価格
- お問い合わせください
製品・サービスに関する資料
 PDFダウンロード
PDFダウンロード
得意な分野・カテゴリー
パン・菓子
惣菜・調理食品
冷凍食品
製品説明・スペック紹介
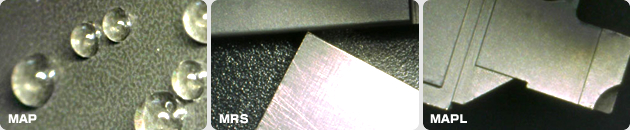
マイクロナイトはステンレス用の硬化処理です。オーステナイト系ステンレス鋼(SUS304、316Lなど)は耐食性に優れますが、軟らかいために摩耗やかじり、キズを生じやすい材料です。これらの問題は表面を硬くする、コーティングや窒化処理によって改善できます。
対策と問題点
コーティングではTiN、CrN、DLCといった硬質膜を施すことで耐摩耗性を改善しますが、ステンレス鋼との硬さのギャップが大きいことが問題になります。外部から負荷を受けると下地のステンレス鋼が変形し、それに追従できない硬質膜は剥がれます。一方、ステンレス鋼への窒化処理ですが、これまでは耐食性を犠牲にしなければ耐摩耗性を改善することができませんでした。耐食性はCrの不働態被膜で担保されますが、窒化処理により不働態被膜が形成されなくなり、結果的に耐食性に劣りました。
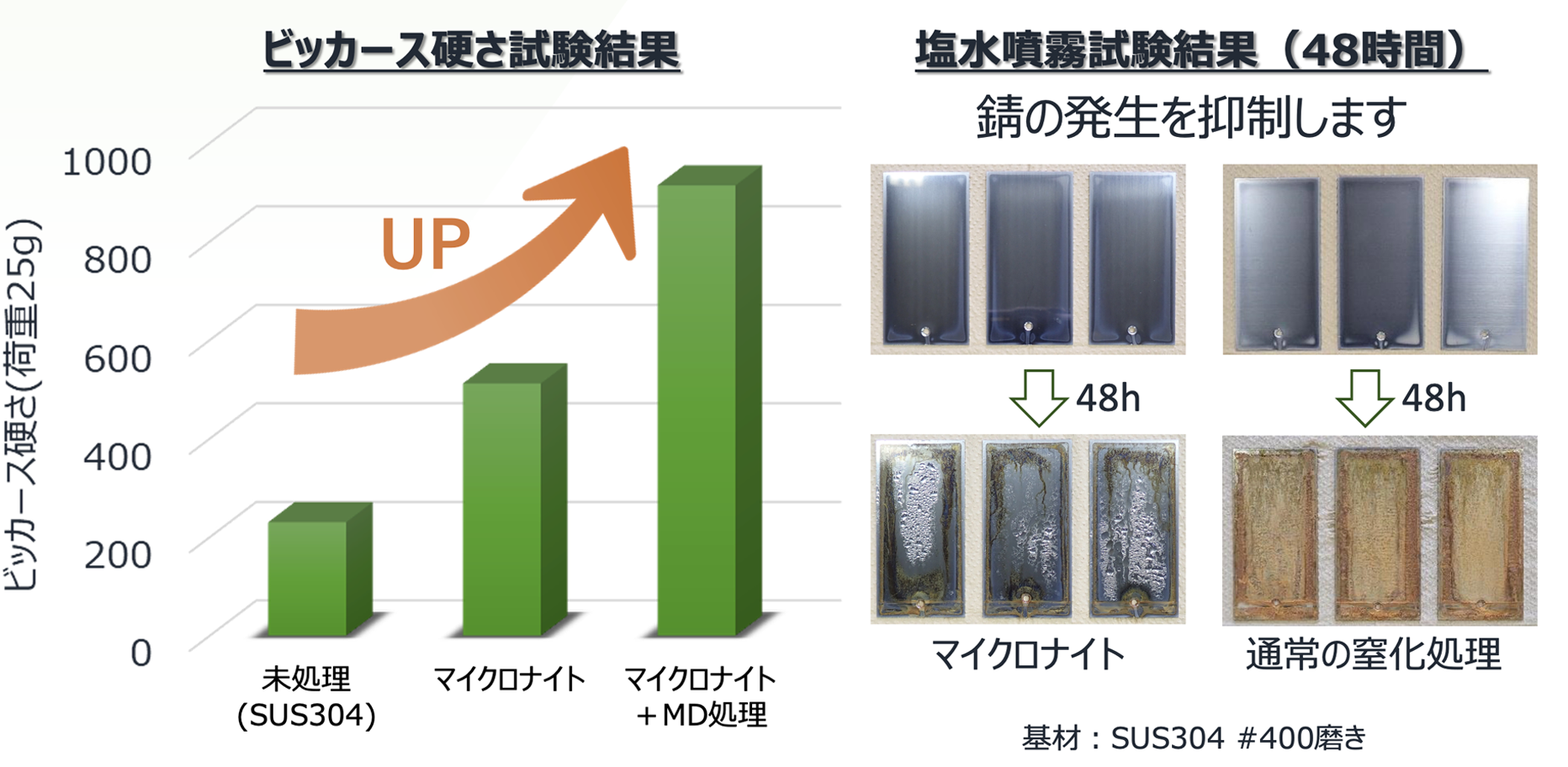
新技術マイクロナイト
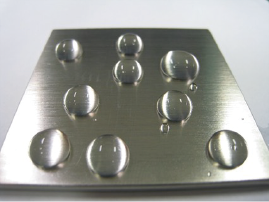
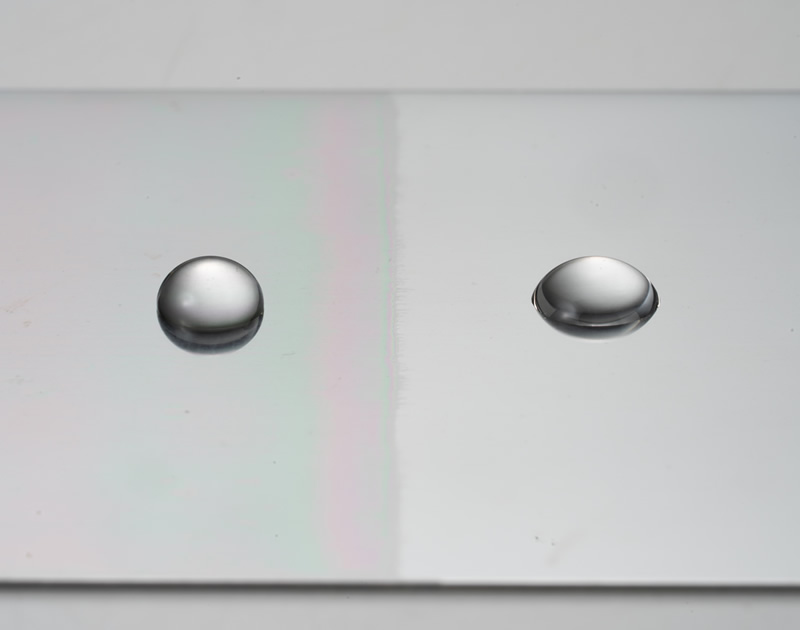
弊社の開発したマイクロナイトは従来の窒化処理とは異なり、耐食性と耐摩耗性を両立した新しい窒化処理になります。400℃未満の低温で窒化することで窒化層(S相)へのCr酸化物を抑制し、Crの不働態被膜の形成を容易にしました。結果、耐食性の低下を抑えることに成功。従来の窒化処理と比較した塩水噴霧試験を実施し、優位な結果を得ることができました。窒化層形成により表面硬さは2倍以上に上昇。下地のステンレス鋼と最表面の硬さのギャップがコーティングに比べて狭まります。そのため外部からの負荷を受けても最表面は追従しやすくなります。さらに、弊社のマイクロディンプル処理(MD処理)を組み合わせることで、ピーニング効果による加工硬化により、その表面硬さは5倍程度にまで上昇します。
適用範囲
・食品、医薬品、化粧品などの包装フィルムやプラスチック製容器の搬送機器部品の摩耗、錆対策
・ガイド、セーラー、エンドカッター、ヒーターバー
取り扱い企業
- 企業名
- 株式会社サーフテクノロジー同企業の情報・その他製品を見る
- 所在地
- 〒252-0331 神奈川県相模原市南区大野台3-16-439
- 電話
- 042-707-0618
- Webサイト
- サービス提供エリア
-
- 関東
- 神奈川県
製品詳細確認・カタログ無料ダウンロード可能





関連キーワード:
表面 処理 クロア モール 処理 コーティング 機械 自動 研磨 機 平面 研磨 機 金属 研磨 電解 研磨 ステンレス 内径 研磨