ミキサー
ミキサー
小麦粉と水を合わせて練る工程は、混ぜる意味と捏ねる意味があり、機械製麺ではこのような混捏を行う機械を「ミキサー」といいます。種類としてはバッチ式・真空式・連続式があります。
一例としてバッチ式の場合は、ミキサー本体上部の計量ホッパーより小麦粉・澱粉などの原材料を一定量受け入れ後、予め調整した練水(水に食塩・かん水・増粘多糖類を溶解したもの)をポンプにて供給(対小麦粉で30~40%)しながら、攪拌羽根を50~100rpmにて10~20分攪拌混合させる事で均質な生地とします。
練り上がった生地は、ミキサー本体底部を自動開閉させて下のフィーダーに移し、10~15分程度熟成させます。

連続機 CONTINUOUS PRESSING ROLLER
連続機 CONTINUOUS PRESSING ROLLER
冨士製作所は、衛生面・清掃性・操作性を考慮した機械を製作しました。
全自動連続機(水洗いOK!!)
お湯洗浄可能な構造
衛生面・清掃性を考慮し、お湯での洗浄が可能です。
ロール用カスリは旋回式を採用しました。
自動麺帯たるみ制御機能
ロール間の麺帯の弛み具合を検知し、各段のロールの回転数を自動的に調整することにより、麺帯の位置を保ちます。
自動麺帯搬送装置
生産開始時及び製品切替え時に麺帯の受け渡しを自動で行います。(ロールに手をはさむ危険性がなくなります。)
自動ロール間隙調整装置
従来、手動で行っていたロール間隙調整を、タッチパネル上でワンタッチ調整します。
また、各製品別にデータの設定が可能であり、設定値までロールの間隙を自動で調整します。
ロール間隙表示
各段ロール隙間をデジタルで表示します。
麺帯厚み計測及び自動調整機能
最終ロールから出てきた麺帯の厚みを計測します。
麺帯の厚みと設定値に差異が発生した場合は、自動的にロールの間隙を調整します。
麺帯汚れ検出装置
麺帯の汚れや異物をカメラで検出し、自動で麺帯(検出部)を排除することも可能です。

多段蒸機 STEAM TUNNEL CONVEYOR(MULTI STAGE TYPE)
多段蒸機 STEAM TUNNEL CONVEYOR(MULTI STAGE TYPE)
小麦粉・米・芋類に含まれる澱粉は、生の状態では分子構造が緻密で消化酵素が作用しにくいため、水を加えて加熱し糊状の糊化澱粉とする事で消化しやすい状態に変化させます。
具体的には、切歯で切り出された麺線をSUS製のネットコンベヤに移乗させ、本体内部を通過させます。その際に本体内部の噴射管から0.001~0.05Mpa程度の水蒸気を噴出させて、麺を加水・加熱します。蒸機内部の温度は一般的に98~100℃程度で、通過時間は1~3分程度です。
また、生産能力・設置スペースに応じてコンベヤの方式を平型か多段(3段・5段)で選択できます。

二つ折りカッター CUTTING MACHINE(FOLDING TYPE)
二つ折りカッター CUTTING MACHINE(FOLDING TYPE)
蒸し工程を通過した麺線を一定量の長さで切断する回転刃を「カッター」といい、ほぐし麺用と二つ折り麺用の2種類があります。1食分の麺の重量は切断される麺の長さで管理され、回転刃の速度や搬送コンベヤの速度を調整することで長さをコントロールします。

フライヤー FRYING EQUIPMENT
フライヤー FRYING EQUIPMENT
カッターで1食分にカットされた麺線は、フライヤー入口部でバスケット(型枠)に充填されます。型詰めされた麺線は通常水分を30~50%程度含みますが、フライヤー内部で140~160℃の熱油中を1~2分間通過させることで、水分2~5%、油分15~20%に脱水乾燥されます。同時に澱粉の糊化状態が固定されます。
このように油熱により麺を乾燥させる装置を「フライヤー」といい、一般に油熱乾燥された麺を「フライ麺」といいます。尚、熱交換器を使い高温の蒸気で間接的にフライ油を加熱する間接加熱方式を採用しており、フライ油を効率的に循環させることで内部の油温を一定に保持しています。
サイクロン CYCLONE
サイクロン CYCLONE
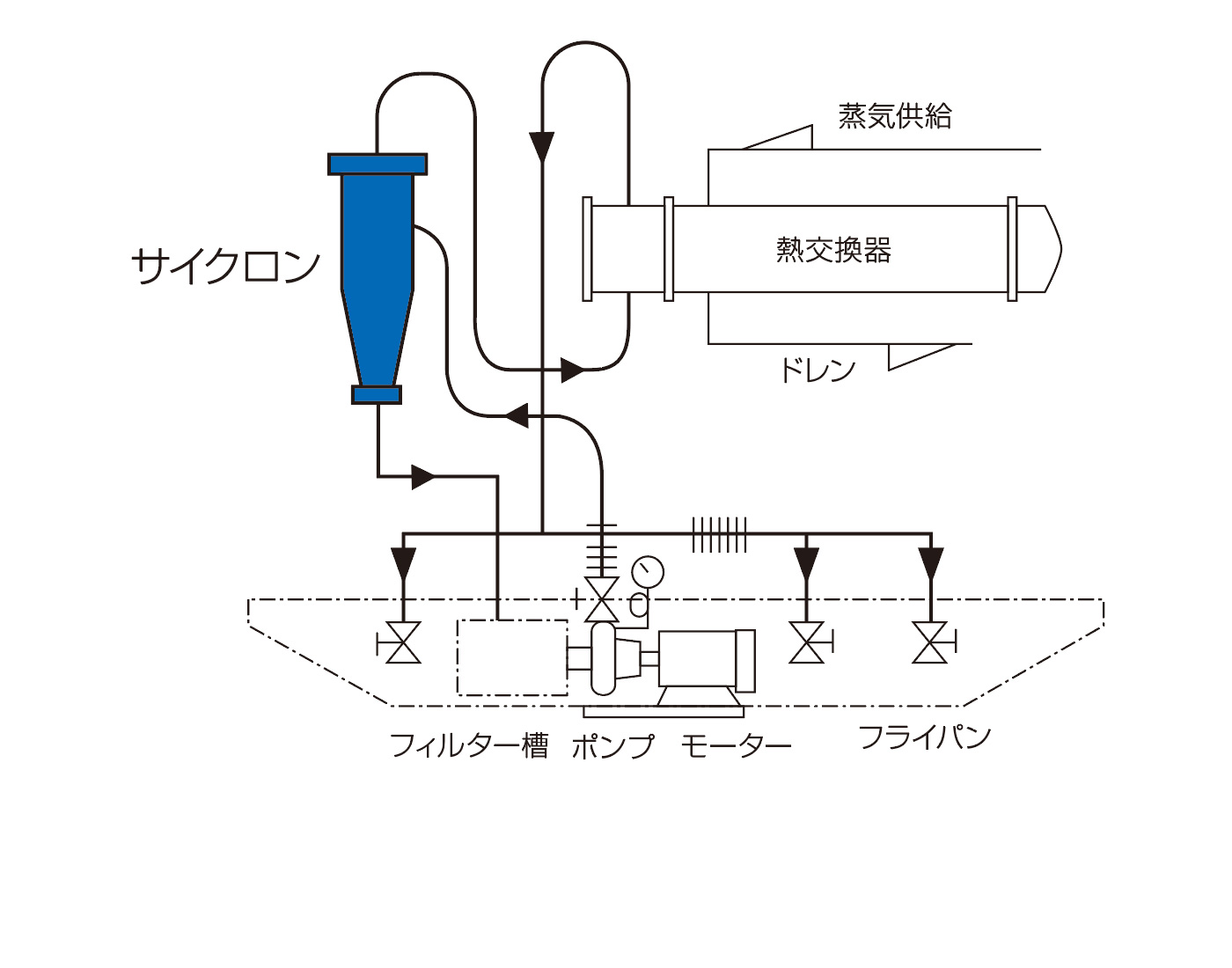
サイクロン麺カス分離装置(サイクロン)は、即席麺プラントのフライヤーに組み込み、フライオイルから麺のカスなどの異物を分離する装置です。
フライオイルは、フライヤーのフライパンからフィルター槽を通って循環ポンプによりサイクロンに送られます。動力は必要としません。フライオイルは、循環ポンプのオイルを供給する力によりサイクロンの内部で回転運動を起こし、麺のカスなどは遠心力によりサイクロンの内壁に押しつけられます。
これらの異物が除去されたサイクロン中心部のフライオイルは上方に排出され熱交換器に送られます。サイクロンの内壁に押しつけられた麺カスなどは徐々に落ちて行き下方に溜まります。下方に凝集された麺カスなどを含んだオイルは定期的にそこから放出、またはフィルター槽の麺カス回収ネットに送ります。サイクロンを組み込むことによりフライオイル中の、いままで除去しきれなかった微小な麺カスなど(固形物粒子)が補集されます。これにより熱交換器内部のパイプのつまりが改善され熱交換効率が良くなります。また、フライオイルが清浄になることにより製品への麺カスなどの付着も減少します。ランニングコストの増大はありません。

乾燥機 DRYER
乾燥機 DRYER
高温・高風速で乾燥されたノンフライ麺を高速乾燥麺といい、乾燥時間は約2~4分程度となります。
バスケットに型詰めされた麺線に熱風を吹き付けることにより、麺線中の水分を一気に蒸発させ乾燥します。
一般的なノンフライ麺は、70~90℃の熱風で30~45分かけて乾燥させますが、時間をかけて乾燥されるため麺が縮みやすく硬くなる傾向があります。そのため湯戻り(茹で)の時間が長くなります。一方で、高速乾燥麺は短時間(2~4分)で乾燥されるため麺が膨化する特性があり、湯戻り(茹で)も早くなります。

アキュムレーター ACCUMULATOR
アキュムレーター ACCUMULATOR
中間の可動式フレームの上下によるアキュム量の自動制御蓄積・排出速度の各制御が、自動的に生産速度に対応します。生産効率や歩留まりが大幅にアップ。後工程がトラブル等で停止した場合でも前工程の生産を停止する必要がありません。また、蓄積したワーク(製品)に手で触れる必要がないため、ワークの壊れや汚れが出ません。
トラブル復旧後は送り出す速度を生産速度より早くすると、蓄積されたワークが徐々に送り出され、次の蓄積準備が整います。製品の冷却、加熱等の機能を複合させることも可能です。様々なワークに対応可能!!
充填コンベア LOADER CONVEYOR
充填コンベア LOADER CONVEYOR
キャップの取り出し/装着/シールを一工程で連続処理するユニットを二基搭載。
装着とシールを交互に行うダブルアクション方式により、毎分60ショット、一連で480食の高速封止を実現。
麺などが投入されたカップを充填パレットに載せて運ぶコンベアーと、カップにシ−ルを装着する機械を一体化しました。シール機は、吸着盤と一体となったヒーターヘッドがシールを一枚ずつ吸着し、もう一つのヒーターヘッドがカップにシールを接着します。この動作を交互に繰り返すダブルアクション方式により、毎分60ショット、一連(8列)で480ショットの高速封止を実現。(10列で600ショット、12列で720ショット)シール装置後のカップ取り出しもコンベアーと連動しており、これらの連続処理によって生産性の向上を図ることができます。(1993年5月国際食品工業展へ出品、幕張メッセ)
● 1ラインあたりの生産性の向上により、ライン数が従来の半分で済むため、設置スペースの大幅な減少が可能になります。
● 生産性の向上により、操業時間の短縮が図れます。