PEEKコーティング
- 参考価格
- お問い合わせください
製品・サービスに関する資料
 PDFダウンロード
PDFダウンロード
得意な分野・カテゴリー
惣菜・調理食品
物流ライン
担当者からのおすすめポイント!
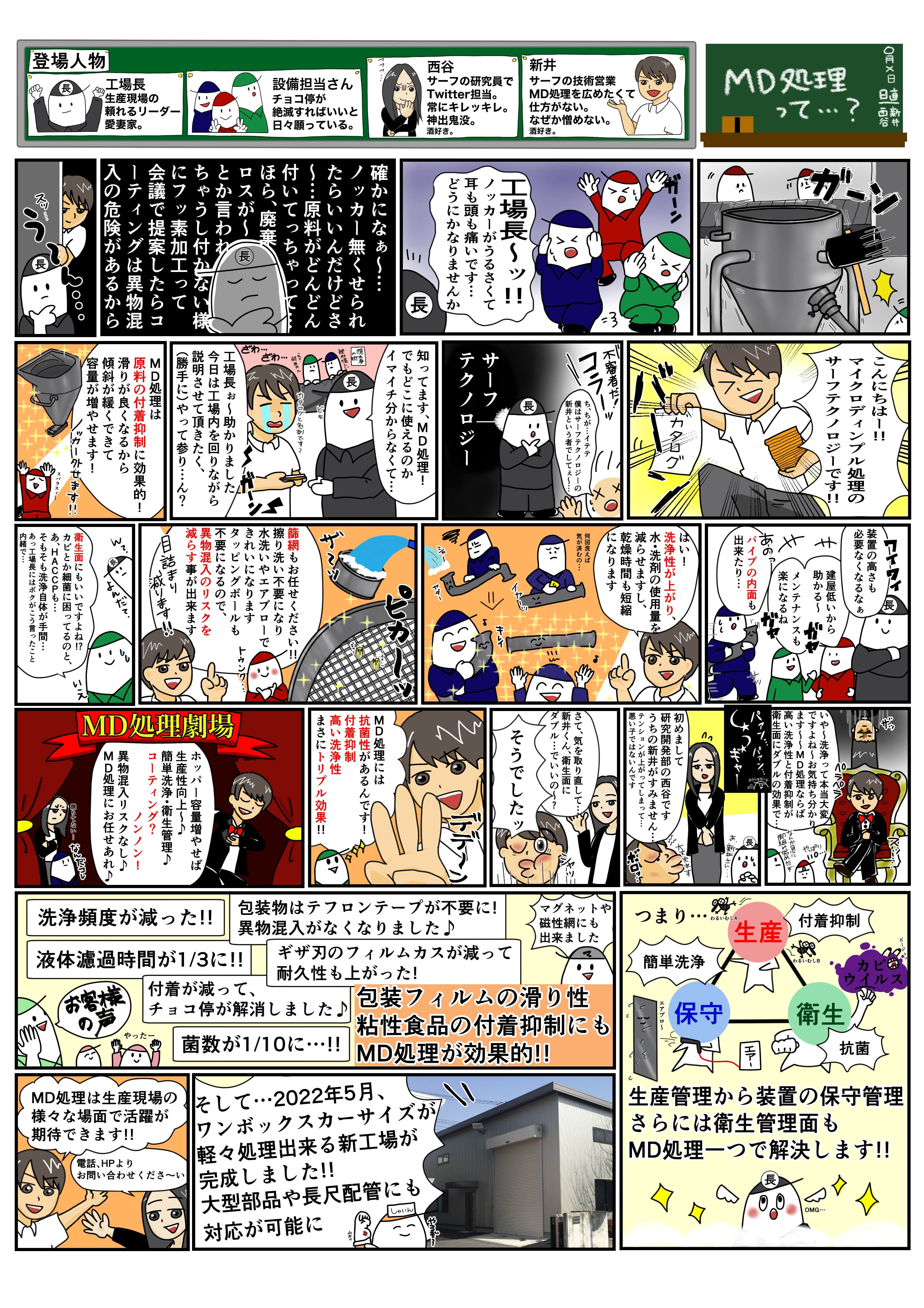
常識を塗り替える、新時代のコーティング
究極の耐久性、allive®PEEK coatで、産業の未来をクリーンに、強靭に
PFAS規制(脱フッ素)の問題
有機フッ素化合物の総称である「PFAS」は生活用品、産業・工業用品や製造現場などでは欠くことができない物質ですが、自然界で分解されにくく、環境汚染や人体への影響が懸念されているため、EUや米国を中心に規制が強化されています。
それを踏まえ環境負荷の少ない代替素材として注目されているのが「PEEKコーティング」です。2028年までに制限発効が見込まれるPFAS規制を見据え、今からallive®PEEK coatへの移行を検討することで、将来的なリスクを回避し、持続可能な生産体制を構築することができます。
お問い合わせください。
製品説明・スペック紹介
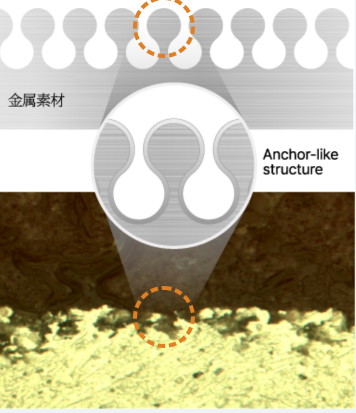
PEEKコーティングとは?
PEEK(ポリ・エーテル・エーテル・ケトン)と呼ばれるスーパーエンジニアリング プラスチック樹脂を水/溶剤に分散させた高機能塗料です。スプレーで吹き 付けた後に、約380~400℃(基材温度)で焼成することで成膜されます。 耐熱性・耐薬品性・耐摩耗性・低摩擦性等 非常に優れた機械的特性を持つ 樹脂を金属等に塗布でき、機械産業から食品、医療、航空宇宙まで広い分野で活躍しています。
グローバルコードが総代理店として取り扱っている、「alliveⓇPEEKcoating」は、韓国の特殊塗料の開発・製造会社「Zenith(ゼニス)社」が開発したもので、現在、食品・自動車・電子部品など、様々な産業で幅広く本格導入、試験導入が始められています。
機械的耐性の特長
シリコン、フッ素、セラミックコーティングなど様々なコーティングがある中、PEEKコーティング(allive®PEEK coat)は特に以下の特性で際立っています。
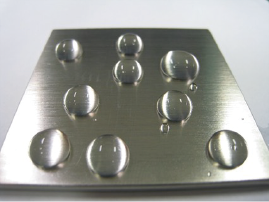
耐摩耗性耐薬性耐熱性電気絶縁性非粘着性低摩擦性
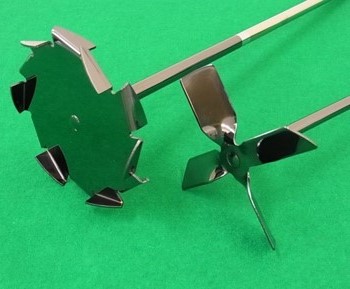
例えば、金型等に塗布、焼成することで、金型寿命の大幅に延ばし、リコーティングの頻度を減らすことができます。
これにより生産効率の向上とコスト削減を同時に実現でき、他にも様々なメリットが期待できます。
またステンレスとの密着性が良い特性は、特に食品製造工場において革命的といえます。
取り扱い企業
- 企業名
- 株式会社グローバルコード同企業の情報・その他製品を見る
- 所在地
- 〒550-0011 大阪府大阪市西区阿波座1-121-12-3グローバルビル2階
- 電話
- 06-6567-8577
- Webサイト
- サービス提供エリア
-
- 北海道・東北
- 北海道、青森県、岩手県、宮城県、秋田県、山形県、福島県
- 関東
- 東京都、神奈川県、埼玉県、千葉県、茨城県、群馬県、栃木県
- 東海
- 愛知県、静岡県、岐阜県、三重県
- 北陸・甲信越
- 山梨県、新潟県、富山県、石川県、福井県、長野県
- 関西
- 大阪府、京都府、兵庫県、滋賀県、奈良県、和歌山県
- 中国・四国
- 鳥取県、島根県、岡山県、広島県、山口県、徳島県、香川県、愛媛県、高知県
- 九州・沖縄
- 福岡県、佐賀県、長崎県、熊本県、大分県、宮崎県、鹿児島県、沖縄県
- 海外
- 海外
製品詳細確認・カタログ無料ダウンロード可能






関連キーワード:
表面 処理 クロア モール 処理 コーティング 機械 自動 研磨 機 平面 研磨 機 金属 研磨 電解 研磨 ステンレス 内径 研磨