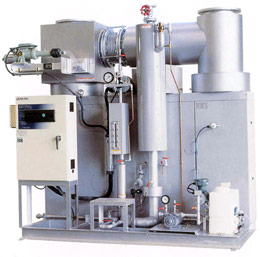
未利用熱活用ヒートポンプVH
- 参考価格
- お問い合わせください
製品・サービスに関する資料
 PDFダウンロード
PDFダウンロード
得意な分野・カテゴリー
ユーティリティ設備
担当者からのおすすめポイント!
捨てていた熱を“使えるエネルギー”に変え、コスト削減と脱炭素を同時に実現する次世代ヒートポンプ
お問い合わせください
製品説明・スペック紹介
未利用熱活用ヒートポンプVH
今まで使われていなかった低温廃水や循環冷却水の熱エネルギーを活用する省エネ機器
トリプル受賞したVH-155Lをベースにより低い熱源水からも効率よく熱回収できるよう進化!
特徴
ランニングコスト削減
温水を供給(20℃→最高75℃)
今まで使われていなかった低温廃水や循環冷却水の廃熱を利用して温水を供給します。例えば、ボイラ給水を20℃から最高75℃まで上昇させることで、ボイラの燃料使用量を削減することができます。
工場廃温水の冷却効果も!
工場廃温水から熱回収(50℃→35℃)
一般的な工場では、廃温水の熱はクーリングタワーを利用したり、工業用水、井戸水等の低温冷却水を混ぜたりして、周辺環境に捨てています。VHで熱回収することで温度が下がるため、例えば周辺環境に排水する際に低温希釈する冷却水の使用量を削減することができ、工場内の水使用量の削減にもつながります。
超高効率運転で省電力に!
ヒートポンプと熱交換器を組み合わせた、当社独自の熱回収システム
ヒートポンプは装置を稼働するために消費したエネルギーの数倍のエネルギーを取り出せる、省エネ性に優れる機械です。一般的なヒートポンプに比べて※2倍以上の効率となっております。
取り扱い企業
- 企業名
- 三浦工業株式会社同企業の情報・その他製品を見る
- 所在地
- 〒799-2430 愛媛県松山市北条辻864番地1
- 電話
- 089-960-2340
- Webサイト
- サービス提供エリア
-
- 北海道・東北
- 北海道、青森県、岩手県、宮城県、秋田県、山形県、福島県
- 関東
- 東京都、神奈川県、埼玉県、千葉県、茨城県、群馬県、栃木県
- 東海
- 愛知県、静岡県、岐阜県、三重県
- 北陸・甲信越
- 山梨県、新潟県、富山県、石川県、福井県、長野県
- 関西
- 大阪府、京都府、兵庫県、滋賀県、奈良県、和歌山県
- 中国・四国
- 鳥取県、島根県、岡山県、広島県、山口県、徳島県、香川県、愛媛県、高知県
- 九州・沖縄
- 福岡県、佐賀県、長崎県、熊本県、大分県、宮崎県、鹿児島県、沖縄県
- 海外
- 海外
製品詳細確認・カタログ無料ダウンロード可能









関連キーワード:
貫流 蒸気 ボイラ 電気 ボイラ ボイラー 電気 水素 ボイラ 温水 ボイラ ボイラー 温水 熱 媒 ボイラ 廃 熱 ボイラ 蒸気 ボイラ