表面改質装置 エアープラズマ APW-602f
- 参考価格
- お問い合わせください
製品・サービスに関する資料
 PDFダウンロード
PDFダウンロード
得意な分野・カテゴリー
ユーティリティ設備
担当者からのおすすめポイント!
「独自のプラズマ照射技術が難接着素材の表面を瞬時に改質し、食品容器や包装への印字・接着ミスをゼロにする圧倒的な密着性能を実現します。」
お問い合わせください
製品説明・スペック紹介
<製品の特長>
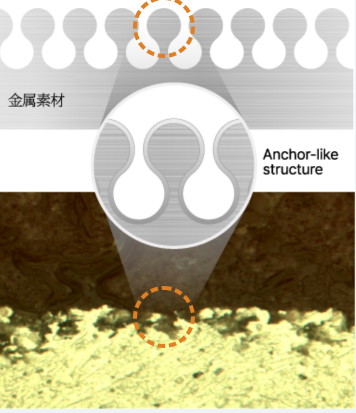
エアプラズマは放電電極から照射されたアーク状コロナを直接ワークに吹きつけることで表面改質を行なう装置です。
放電電極先端部に取り付けられた一対の対向電極間に高電圧が印加されるとコロナ放電が発生し、さらに内蔵ファンのアシストによりアーク状コロナが生成されます。このアーク状コロナのダイレクト照射によるプラズマ効果(官能基導入)と熱的要因による熱溶融で基材表面の親水性が向上します。
エアによるアーク状コロナを強制照射するため複雑な形状のワークにも対応可能であり、大掛かりな設備が不要です。
<用途>
①接着性の向上
②印刷性の向上
③親水性の向上
④コーティング特性の向上
⑤蒸着特性の向上
⑥表面油分の除去
<使用例>
・樹脂製品の印刷、塗装、接着用の処理
・金属の印刷、接着、親水性改善の処理
・樹脂材の均一塗工用処理
<処理材料例>
PET、PE、PP、PC、PS、ABS等各種樹脂、アルミ、銅、ステンレス等の金属、その他材料各種
<製品の仕様>
供給電圧 単相 AC100V,110V,200V,220V 50/60Hz
消費電力 1000VA
処理幅 40~50mm
設置距離 10~30mm (電極先端からワークまで)
処理対象物 プラスチック、ガラス、金属 (接地された金属体についてはご相談願います)
寸法
電源部 305×418×273mm
電極部 46×237×123mm
質量
電源部 34kg
電極部 2.2kg
環境
温度 5℃~40℃
湿度 17%~70%RH(結露なきこと)
取り扱い企業
- 企業名
- 春日電機株式会社同企業の情報・その他製品を見る
- 所在地
- 〒212-0032 神奈川県川崎市幸区新川崎2番4号
- 電話
- 044-580-3511
- FAX
- 044-599-6151
- Webサイト
- サービス提供エリア
-
- 北海道・東北
- 北海道、青森県、岩手県、宮城県、秋田県、山形県、福島県
- 関東
- 東京都、神奈川県、埼玉県、千葉県、茨城県、群馬県、栃木県
- 東海
- 愛知県、静岡県、岐阜県、三重県
- 北陸・甲信越
- 山梨県、新潟県、富山県、石川県、福井県、長野県
- 関西
- 大阪府、京都府、兵庫県、滋賀県、奈良県、和歌山県
- 中国・四国
- 鳥取県、島根県、岡山県、広島県、山口県、徳島県、香川県、愛媛県、高知県
- 九州・沖縄
- 福岡県、佐賀県、長崎県、熊本県、大分県、宮崎県、鹿児島県、沖縄県
- 海外
- 海外
製品詳細確認・カタログ無料ダウンロード可能






関連キーワード:
表面 処理 クロア モール 処理 コーティング 機械 自動 研磨 機 平面 研磨 機 金属 研磨 電解 研磨 ステンレス 内径 研磨