FOODTOWNアドバイザーが
分析・調製機器、サービスを徹底解説!
FOODTOWNアドバイザーが
分析・調製機器、サービスを徹底解説!
分析・調製機器、サービスとは?
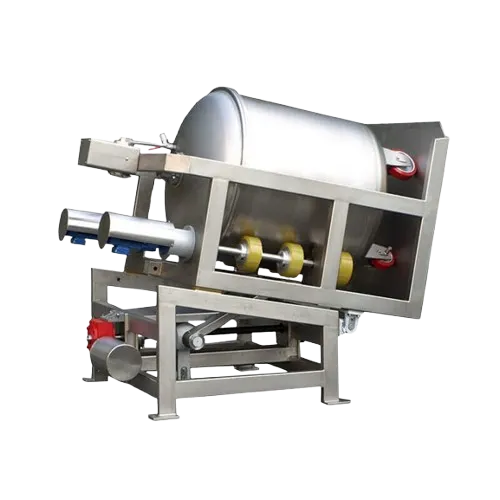
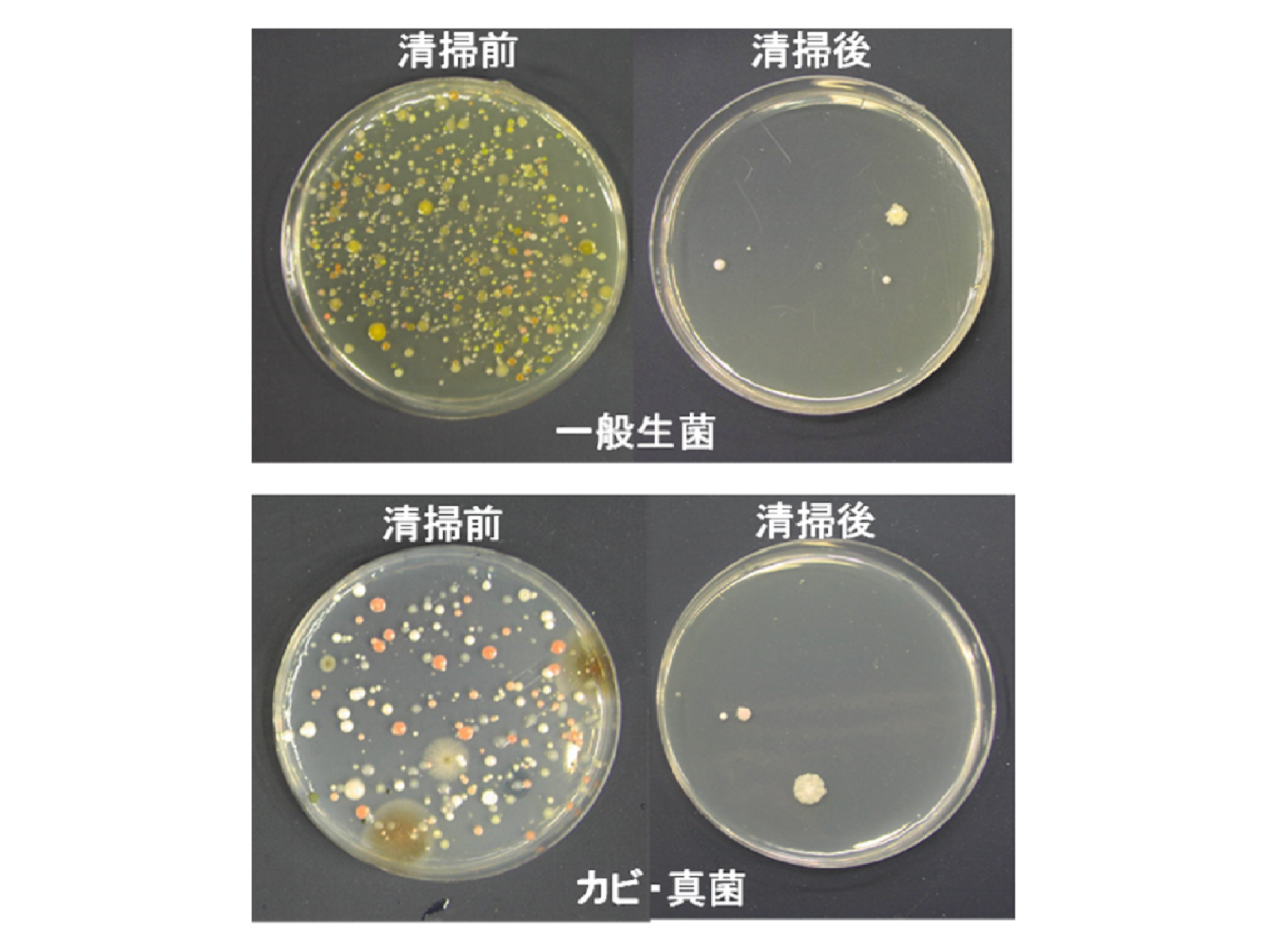
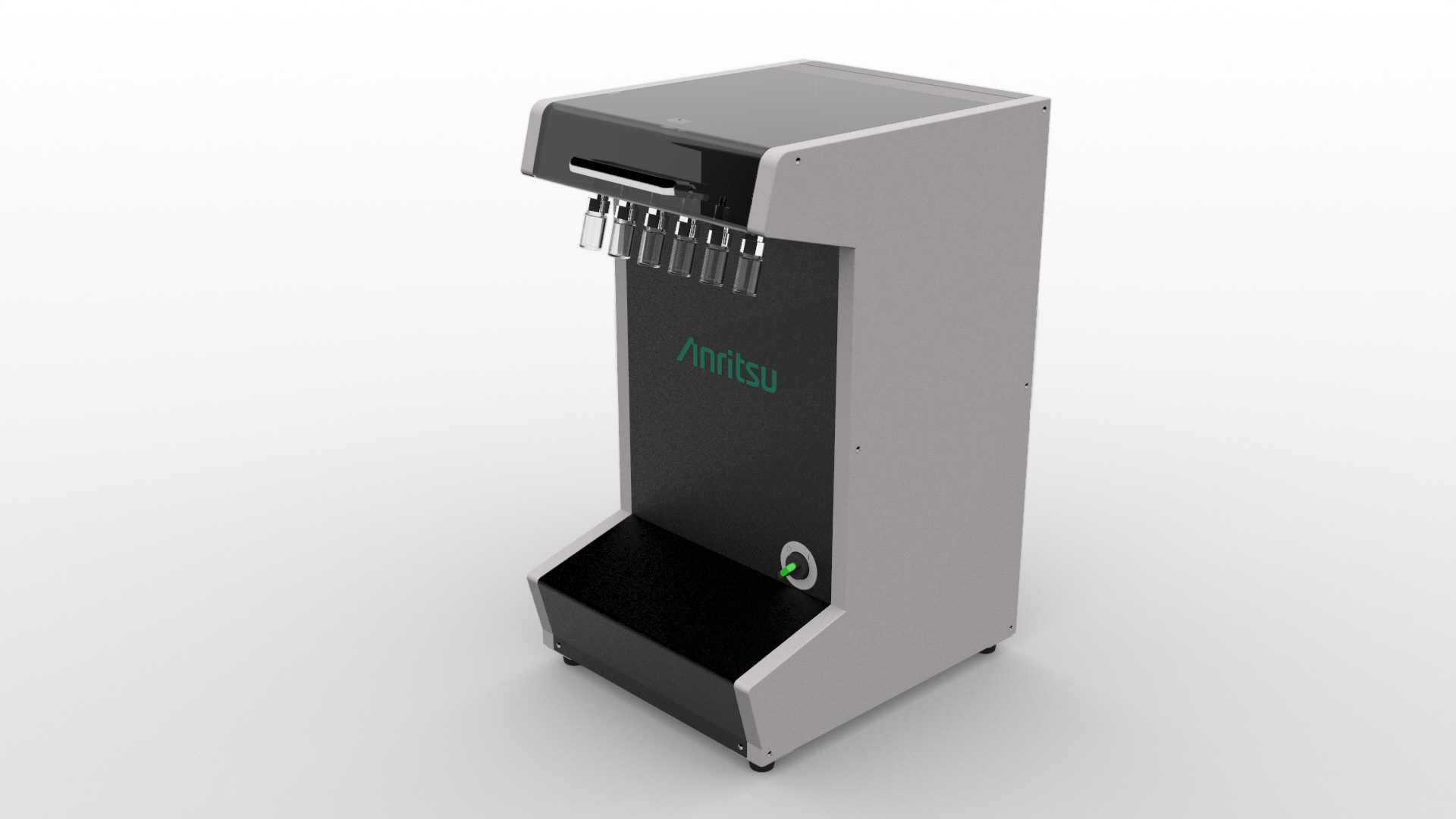
食品工場や製造現場における分析・調製作業とは食品の賞味期限や品質などを保証するために様々な形で行われます。このカテゴリーでは、食品工場や多くの食品製造現場で行われている微生物検査について解説をします。
食品の微生物検査とは、食品に関わる事業者が食品の安全性を確認するために行う検査のひとつです。食中毒を引き起こす原因となる微生物の有無や衛生レベルの確認のために菌数を調べる検査が微生物検査です。
食品に関わる事業者は原材料の調達から、製造工程、物流、保管といったフードチェーン全領域で食品の安全性を確認、確保していくことが必要です。
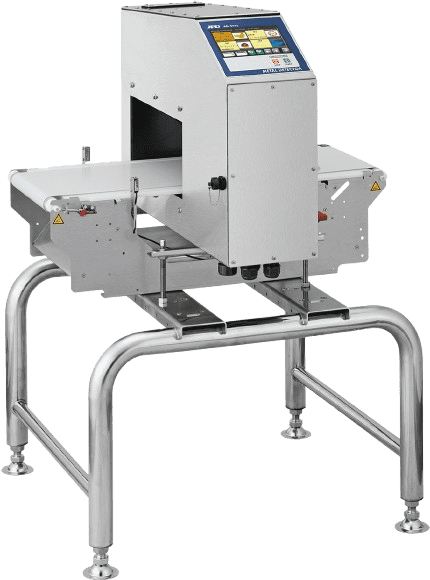
原材料の受入検査や製造工程でのふき取り検査、製品開発段階での菌検査や保存検査(食品をある条件で保管して検査し、保存期間内における食品の安全性を確認するための検査)、最終完成品での検査などが行われます。
上記の検査で基準値を超えていた場合には、原因の究明と対策を行い、衛生状態が改善されているかを微生物検査にて再度確認を行います。微生物検査は、食品における微生物学的リスクを確認するために実施されます。
微生物検査を行う際の手順や確認ポイントについて解説します。

商品種別「分析・調製機器、サービス」のおすすめのメーカー製品を検索する!
-
分析・調製の種類、原理、使用用途について
-
分析・調製機器価格について
-
分析・調製選定ポイント、導入時の確認ポイントについて
-
分析・調製導入後のトラブル事例と製品回収トラブル対策ポイントについて
製品詳細確認・カタログ無料ダウンロード可能







「いろんな製品があって選ぶ基準が分からない…」そんなアナタに
ヒアリングシート
3つのメリットと特徴
-
MERIT 1
- 自動化すべき工程が
明確になる! - 相談は3分で登録完了。自動化したい工程と製造条件を選択するだけ!
- 自動化すべき工程が
-
MERIT 2
- 相談するだけで最適な
メーカー紹介に繋がる! - 1,000社、10,000を超える商品から最適な情報を紹介!
- 相談するだけで最適な
-
MERIT 3
- 補助金や助成金の
情報紹介も可能! - 自動化するために活用できる全国の補助金情報も紹介!
- 補助金や助成金の