FOODTOWNアドバイザーが
画像検査装置を徹底解説!
FOODTOWNアドバイザーが
画像検査装置を徹底解説!
画像検査装置とは?
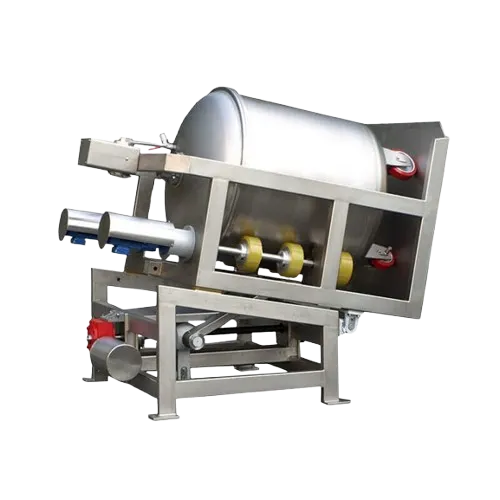
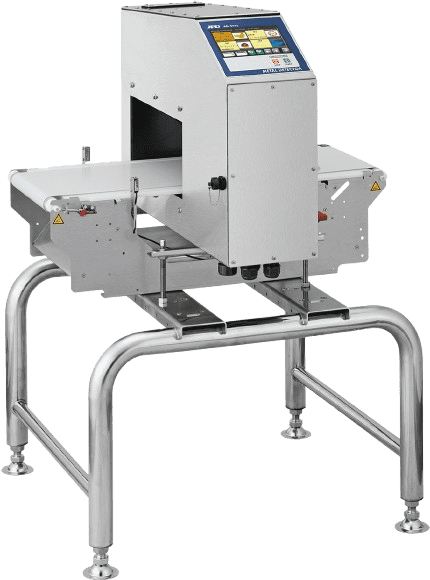
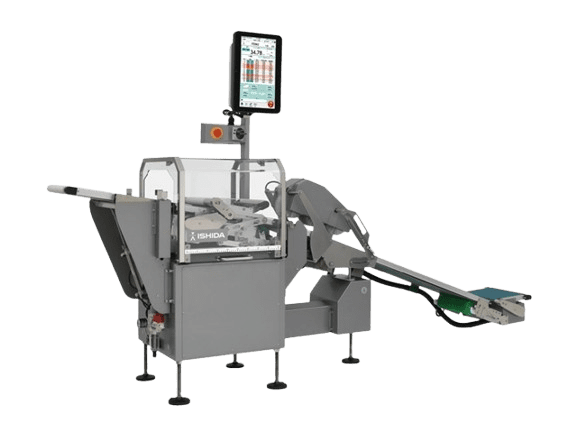
画像検査装置とは、食品工場内でも多くの検査工程や方法があるなかで製品の外観検査を行う手法の一つです。画像処理装置を用いて検品、検査を行っている工程も数多くありますが、食品製造工場で代表的な検査工程として賞味期限印字検査では広く採用されています。
画像検査装置を採用する理由として、自社製品で外観キズや欠陥のある製品が流通してしまった場合、クレームの発生事故に繋がる可能性もあり、顧客からの信用も失ってしまうことに繋がりかねません。
これまでは「製品に傷やへこみがないか、異常がないか」という検査は人の目視により行われていました。人の目による目視検査のメリットとして、様々な異常に対して適切に対応ができるという点で装置で自動化してしまっては判定できない異常や良否判定が難しい製品も検査が可能です。
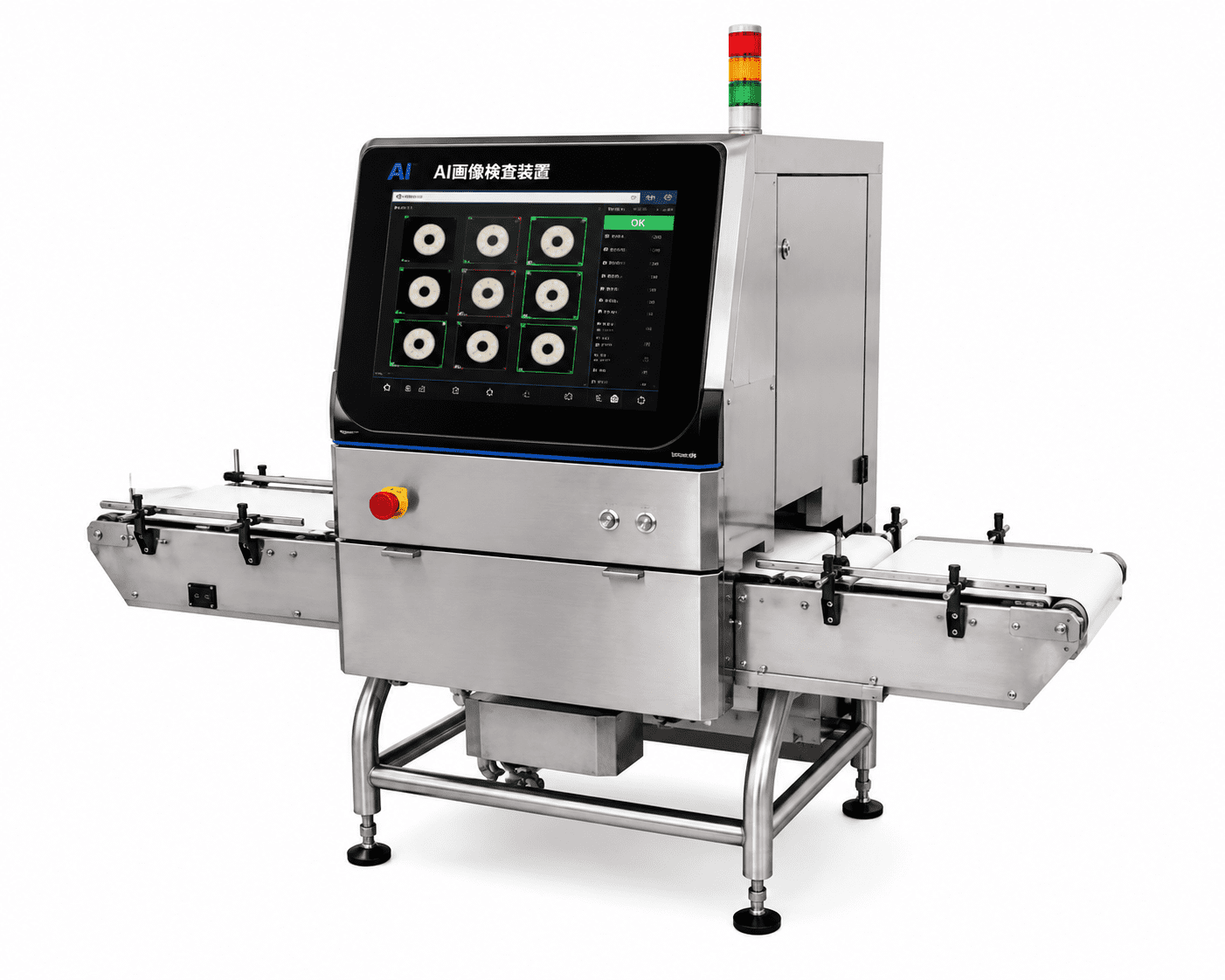
しかし、一日に何千何万といった製品の検品を検査員だけの目視検品に頼っていては人手不足や人件費の高騰、人為的ミスの影響も受けてしまう可能性が高くなります。検査を自動化することで製品の品質面担保、検査効率アップ、省人化に繋げていくことが可能となります。
画像検査装置の使用用途、選定ポイントについて解説します。

商品種別「画像検査装置」のおすすめのメーカー製品を検索する!
-
画像検査装置の種類、原理、使用用途について
-
画像検査装置価格について
-
画像検査装置選定ポイント、導入時の確認ポイントについて
-
画像検査装置導入後のトラブル事例と事前対策ポイントについて
製品詳細確認・カタログ無料ダウンロード可能








「いろんな製品があって選ぶ基準が分からない…」そんなアナタに
ヒアリングシート
3つのメリットと特徴
-
MERIT 1
- 自動化すべき工程が
明確になる! - 相談は3分で登録完了。自動化したい工程と製造条件を選択するだけ!
- 自動化すべき工程が
-
MERIT 2
- 相談するだけで最適な
メーカー紹介に繋がる! - 1,000社、10,000を超える商品から最適な情報を紹介!
- 相談するだけで最適な
-
MERIT 3
- 補助金や助成金の
情報紹介も可能! - 自動化するために活用できる全国の補助金情報も紹介!
- 補助金や助成金の